GB 3087或GB5310
顺富
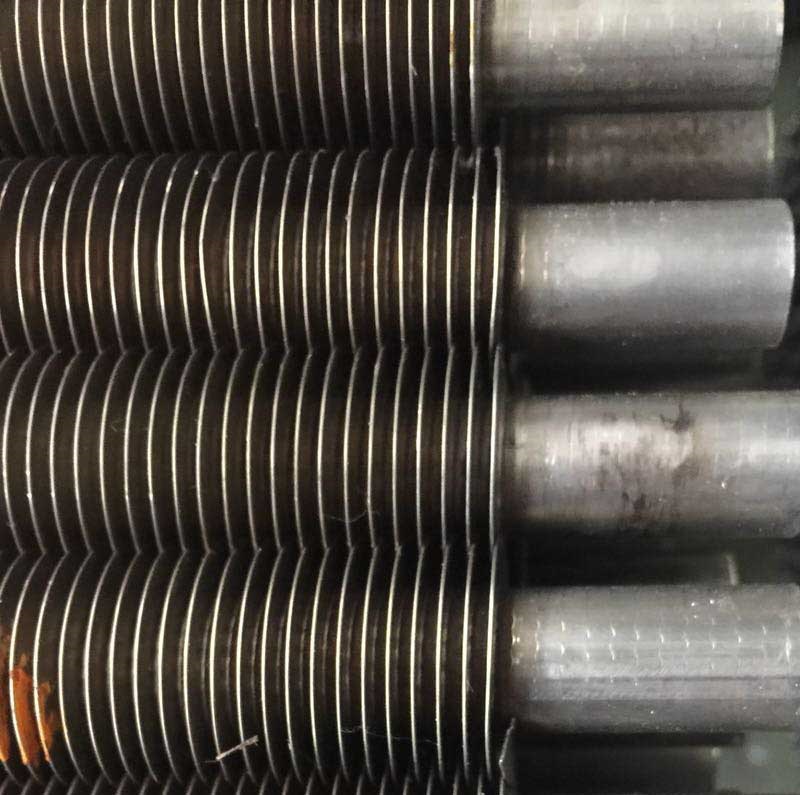
锅炉用高频电阻焊螺旋翅片管
产品描述
用于锅炉受热面用螺旋翅片管。
翅片管按钢带绕制方向可分为左旋和右旋
管子材料应符合GB 3087或GB5310的规定,采用国外材料时,应符合国家相关法规和 标准的有关规定。
管子表面应光滑、无折皱、凹坑和裂缝等缺陷&管子的直线度应符合在每3m段上最大偏差为2mm,且整根管子长度上的最大偏差为4mm。
焊接前管子符合如下要求:
a管子表面应彻底清除铁锈、氧化皮、油脂,以及其他各种影响焊接质量的缺陷;
b合金钢管子应逐根进行光谱分析,并做出标记。
钢带材料应符合GB912、GB/T 3280、GB/T 13237等材料标准及本标准的规定,且材料的延伸率应不小于30%。
钢带表面应光亮、无折皱痕迹,边缘应无明显毛刺、缺口等缺陷。
加工成形的钢带宽度尺寸偏差应不大于0.3 mm。
焊接前钢带应成卷,碳钢应为退火状态,合金钢和不锈钢应为热处理状态。
焊接前钢带应符合如下要求:
a钢带应进行精整处理,并清除表面铁锈、氧化皮、油漆(脂)涂层等各种影响焊接质量 的缺陷;
b合金钢材料的钢带应进行光谱分析,并做出标记。
焊接翅片管的管子长度不大于7m时,不允许拼接;大于7m时,允许有一个焊接接头,且拼接管的最短长度应不小于2m。
管子对接接头要求应符合JB/T1611的规定,对接后焊缝表面应修磨到与管子表面齐平,并做100%射线检测,按JB/T 4730.2的规定II级合格。
焊接翅片管的钢带允许拼接,拼接焊缝焊后应磨平,其焊缝经外观检查不应有影响焊接质量的缺陷存在。必要时,应对焊缝及热影响区进行局部热处理。
翅片管基管的偏差应符合JB/T 1611的有关规定。
翅片外圆直径的偏差应不大于(-1.0〜+0.5) mm , 开齿翅片的无切口尺寸的偏差应不大于±1.2mm, 每个齿宽偏差为±0.3mm。
任意300mm单位长度内翅片节距的平均偏差值应不大于±0.2mm, 且翅片管300mm单位长度内翅片数量偏差应不大于(-1%〜+5%)。翅片管上翅片总长度偏差为(0〜+6 ) mm。
翅片管的翅片与管子表面应垂直,翅片的倾伏角应不大于5°
翅片表面应平整,其局部折皱不大于0.5mm, 开齿翅片的齿端局部扭曲不大于翅片名义厚度的1.5倍。
翅片管单独出厂供货的,焊制后应逐根进行水压试验,试验压力为工作压力的1.5倍进行,保压时间一般为10s〜20s,其余要求按JB/T 1612的规定,特殊要求按图样规定。翅片管焊制后进行厂内组装的,如焊接前已按规定的压力进行过水压试验,则焊制后可不进行水压试验。
每批翅片管焊制完成后,制造单位的检验部门应按批进行不低±10%抽检,且不少于5根。 检查项目如下:
a) 设计图样规定的尺寸;
b) 翅片尺寸偏差;
c) 任一单位长度内的翅片数量及翅片管的直线度;
d) 钢带与管子的焊缝的表面质量;
e) 管子及翅片侧面部分表面质量;
f) 合金钢材料的光谱分析;
g) 管子及翅片材料质量证明书。
翅片管的标志、油漆除应符合JB/T 1615规定外,还应符合设计图样的要求,并严格按工艺施工。
翅片管检验合格后,应采取有效的防锈措施。如果不是立即装入管箱的翅片管,应在翅片绕制后8h内做防锈保护处理,并在管端标出零件图号或编号。喷涂前管端保护塑料帽应装设完毕, 使其不被油漆污染。
搬运、贮存及运输时翅片管每一层之间应用水平木板隔开,相互之间应避免碰撞;或加装衬垫隔离并固定。长途运输应使用坚固箱式包装架。