022Cr18Ti
顺富
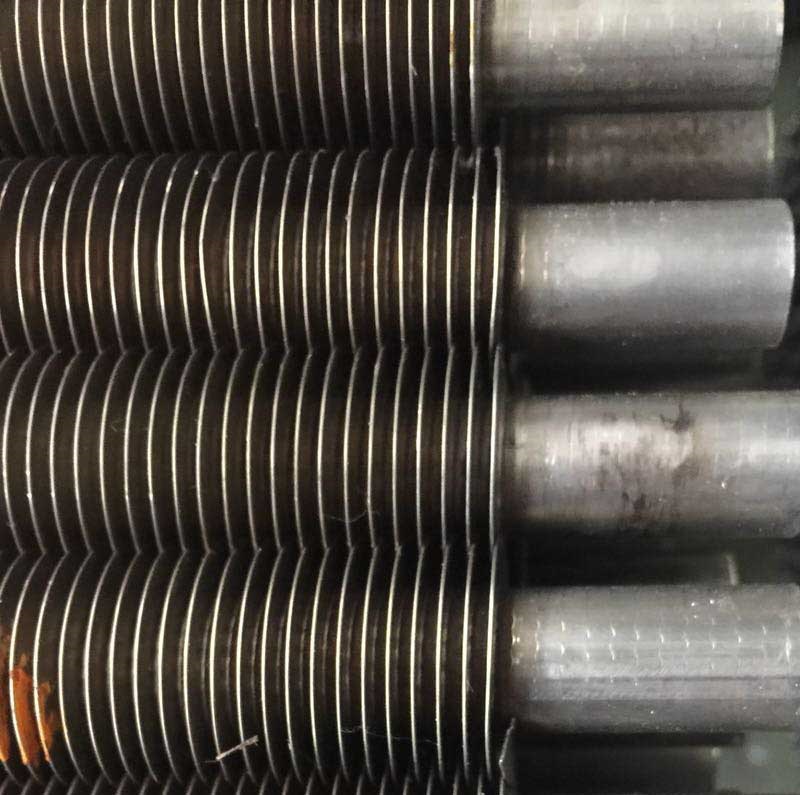
翅片管
产品描述
翅片管用于电站汽水分离再热器(MSR)、蒸汽发生器、凝汽器、冷却器,也适用于石油化工、钢铁、汽 车制冷、船用热交换器、家电、制药等领域热交换器用翅片焊接钢管(以下简称“钢管”),包括直管和U形管。
基管:用于制造翅片管的直光管。
翅片管:基管外壁通过冷加工方法制成的外表面具有密集翅片形态的钢管。
U 形管:将钢管(包括基管和翅片管)弯制成规定半径尺寸的“u”字形钢管。
公称外径:10-200mm
外径允许偏差:±0.1-0. 25mm
壁厚允许偏差: ±10%
长度:直管以定尺或倍尺长度交货。
牌号 | C | Si | Mn | P | s | Ni | Cr | Ti |
022Cr18Ti | <0. 030 | <0. 75 | <1.00 | <0. 030 | <0. 020 | <0. 50 | 17. 00-19.00 | 0.10-1.00 |
统一数字代号 | 牌号 | 拉伸性能 | 硬度 | |||
抗拉强度 MPa | 规定塑性延伸强度 MPa | 断后伸长率 % | HRBW | HV | ||
不小于 | 不大于 | |||||
S11863 | 022Cr18Ti | 430 | 280 | 28 | 90 | 200 |
钢采用电弧炉加炉外精炼,或转炉加炉外精炼,或电渣重熔法冶炼。
1基管以冷轧钢带为原料,采用不添加填充金属的自动焊接方法制造。焊接时,管子内外表面采用保护性气体保护, 焊缝全焊透。
2翅片管采用在基管表面进行冷轧加工出与基管一体化翅片的方法制造。
3U形管采用冷弯方式进行弯制。
4采取措施避免翅片管表面含铜、铅、汞、锌、氯或硫的沾染物。
钢管以固溶退火状态交货。
直管及U形管直管部分的弯曲度不大于1. 5 mm/m。采用环规检査U形管距管端1 m范围内的直管部分弯曲度。经双方协商,也可采用其他方式检査直管及U形管直管部分弯曲度。
直管及U形管直管部分的不圆度(横断面上实测外径的最大值与最小值的差值)不超过外径公差; 对于壁厚与外径之比不大于3%的薄壁钢管,其不圆度不超过外径的2%。
对于U形管,从距弯曲切点约100 mm处测出的直管部分间距(P)与理论值(2r+D)的允许偏差为 ±1. 50 mm。
U形管的实际弯曲半径与规定弯曲半径的允许偏差为±1.50 mm。
钢管应用专用的木箱包装,木箱牢固且能承受长途运输的颠簸,箱盖便于开启而不同时损坏箱体。如钢管以U形管交货,装箱按同件号内最小弯曲半径到最大弯曲半径顺序排列,不同件号的钢管不装在一起。包装木箱内钢管不相互接触。包装材料不含有对钢管有害的物质。
a) 本标准编号;
b) 产品名称;
c) 钢的牌号;
d) 基管的尺寸规格(外径X壁厚,直管标明定尺或倍尺长度,单位为毫米);
e) 订购的数量(总重量或总长度);
f) 产品形状(直管或U形管);
g) 翅片要求;
h) U形管弯曲半径或图纸及直管部分长度;
i) 交货状态;
j) 包装要求;
k) 特殊要求。
化学成分
室温拉伸
高温拉伸
硬度
压扁
展平
卷边
液压
气密性
晶间腐蚀
晶粒度
涡流检测
超声检测
弯曲
通球
氯化物沾染
非金属夹杂物